欢迎光临商丘市恒盛机械制造有限公司
欢迎光临商丘市恒盛机械制造有限公司
消失模振动浇注致密铸造法及其应用
一、科学利用“振动场”对结晶的影响
场的影响主要包括真空浇注、压力浇注、声波振动浇注、机械振动浇注等。对于消失模铸造来说,最简单易行且最具“得天独厚”优势的就是振动浇注。。
所谓振动浇注是在振动的条件下浇注,即边振边浇,而决不是浇注完毕再作振动,那叫“马后炮”。
以振动场改善金属的结晶条件在消失模铸造工业化生产中的应用,直至2009年国内外尚属空白。
振动浇注对于消失模铸造来说具有别的工艺手段无法相比的良好效果和效益。
振动有别于震动。这是一个必须分清的基本概念。
在铸造生产领域中,一般认为,震动是指振幅大(≤100mm),频率小(1.0~1.5赫兹)的运动。比如震击式造型机的震动便属于这类运动,其振幅通常为10~40mm。
振动是指振幅较小(0.01~5.00mm),频率大(1.5~10000赫兹甚至更高)的运动。比如机械振动的频率常在10000赫兹以下,而超声波振动金属液的频率则在10000赫兹以上。
由此可见,震动的方式不适用于影响金属结晶的铸造生产。下面我们有必要先了解一下铸件结晶的特点。
二、铸造金属结晶的特点
1、 主要特点
在生产实际中,铸造金属结晶的组织是多种多样的。但在常规的生产中,可以说凡是铸造金属的组织都具有以下三个特点:
① 晶粒比较粗大
② 晶粒不均匀
③ 存在各种各样的铸造缺陷(缩孔、气孔、裂纹、夹杂、偏析等)
2、 晶粒层的形态
为了说明以上的特点,以方柱形碳钢锭类铸件为例作分析。其剖面构造有明显不同的三层形态的结晶。
① 细晶粒层(表层)
铸件表层具有较大的冷却速度,生核显著增加,晶粒细化。
② 柱状晶粒层
其轴向垂直于铸型壁面,因其结晶时热量的流向垂直于型壁而向外传导,晶粒定向成长,因而形成柱状晶粒层。
③ 中心等轴晶粒层
所谓等轴晶粒即近于球形的多边形晶粒。在铸件最后结晶的中心处形成,因其在结晶时的过冷度较小,故其晶粒尺寸比表层晶粒大得多。
3、 主要缺陷
① 缩孔及疏松
缩孔是因液体向固体转变时发生体积收缩所致,常发生在铸件最后凝固部位的顶部,其周围还有许多分散的小孔洞,称为疏松。
② 区域偏析
在缩孔的周围,除了疏松外,还聚集着较多的各种杂质,如炭、硫、磷等,其熔点较低,最后发生凝固,杂质也易集中于这一最后凝固的地区,这叫区域偏析。
③ 气孔及裂纹
气孔的出现主要是液体向固体转变时,其中所溶解的某些气体的溶解度降低或液体中某些化学反应生成气体而在结晶前未及完全溢出所致。裂纹的产生则是由于铸件冷却时收缩及与模面的摩擦而形成。
三、消失模振动浇注的适用范围
1. 振动浇注对薄壁铸件有利吗?
也许有人认为,薄壁件采用振动浇注技术没有多大价值。这是错误的观点。振动能明显降低金属液的粘度,提高流动性和充填性。采用振动浇注技术不但能使薄壁铸件获得理想的内在质量,而且外观质量更加精美。
2. 先浇后振和边振边浇有何不同的效果?
或许有人认为,待浇注完毕再振动不也一样吗?回答是:不一样。金属的实际结晶温度与平衡结晶温度之差(过冷度)一般只有几度。金属液的表层温度在铸型中降低“几度”到底要多长时间呢?短短的三几秒而已,而一个单重几百公斤的中等铸件浇注的时间快则几十秒,慢则近百秒。钢铁铸件的平衡结晶温度从C-Fe相图中可以找到。比如α-Fe(铁素体),在1400~1535℃之间是呈体心立方晶格形态结晶,也就是说,要有效地改善结晶的条件和结晶状态,振动场的作用必须发生在“平衡结晶温度”之上。待浇注完毕再振动,对薄壁件或中厚件已毫无意义,对厚大件也错过了时机,其内层虽尚处液相态,但表层已凝固,此时实施振动的结果只能是内表不一,甚至造成力学性能的差异。
3. 高锰钢生产采用振动浇注有何优势?
有一种观点认为,高锰钢类的耐磨铸件,采用激冷型的填充干砂就可以解决铸件致密度和耐磨性问题了。错了!这是对高锰钢铸件内层和外层结晶过程的片面认识和误解。
以激冷型干砂作高锰钢消失模铸造的填充砂,确实能提高铸件表层一定深度内的致密度,对提高铸件的使用寿命有较好效果。但“激冷”是有限度的,比如Φ100mm的磨球,壁厚100mm的衬板,激冷砂能激冷到铸件心部吗?显然不可能。其结果是外层密内层松。如果实施振动浇注,高锰钢铸件的致密度与耐磨性就必然提升到完全超越金属铸造的更高的档次,真正成为一流水平的耐磨铸件。
激冷砂在使用上存在许多局限性,难度较大,况且过大的过冷度导致铸件的铸造应力过大。相对而言,振动浇注具有激冷砂无可相比的优越性,更实在,更简单易行,生产成本更低,更具发展前景。
4. 哪些材质的铸件可以实施振动浇注?
各种合金有不同的平衡结晶温度,但它们在一定的过冷度下晶核的生成、成长及受“场”影响而发生变化的原理相同。从金属结晶理论上讲,振动对任何一种金属的结晶过程影响都是有利的。只要其工艺合理、结构合适、条件具备均可实施振动浇注。至今,我们曾指导振动浇注的单位所生产的铸件主要有:合金钢、高锰钢、碳钢、合金铸铁、灰铁和球铁、铝铜合金等,不论大小厚薄,均能达到晶粒细化和机械性能全面提高的良好效果,这是其它任何一种铸造方法所无法具备的优势。
四、消失模振动浇注操作的规程与技术要点
1. 振幅与振动频率
前已述:振动有别于震动。震动是较小的频率和较大的振幅。而振动则是较大的频率和较小的振幅。生产和试验表明,用于消失模振动浇注的振动台,振动频率150~200赫兹,振幅0.3~0.8mm内为佳。而振动的频率如过低则振动对改善结晶的效果稍差。但过高的振动频率对机械装备的要求较高。
2. 操作程序
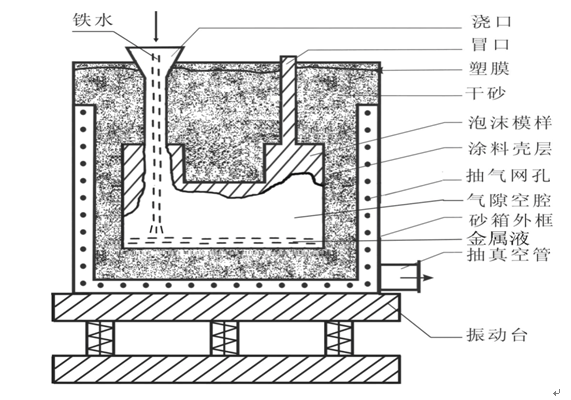
消失模铸造在实施振动浇注时,其操作程序是:①对已密封好的砂箱(铸型)实施抽真空并调节至合适的负压度→②启动振动台→③在合适的负压下对铸型边振动边浇注→浇注完毕后维持负压和振动至铸件基本凝固为止→停止振动,同时停止抽真空。整个空壳(或实型)振动浇注过程完毕。



 在线客服
在线客服 在线留言
在线留言